
MOISTURE MEASUREMENT & PROCESS CONTROL
Sensortech USA is experts in both near infrared resonance (NIR) and radio frequency (RF) disciplines of applied moisture measurement technologies. We guide you to employ the precise instrumentation for your process and application. Rely on Sensortech Systems for repeatable, accurate and real-time measurement for process control.
Products
ONLINE NON CONTACT MOISTURE ANALYZER
The NIR-6000 Series of moisture analyzers are a Moisture Measurement and Control System designed for the continuous monitoring of your product using Near Infrared Reflectance (IR) technology. Its rugged design provides accurate, real-time and non-contact measurements in the most demanding manufacturing environments. Its dynamic technology engineered for durability and precision measurement is suitable for most industrial applications. The IR Series joins its precision measurement with Sensortech Systems’ Industrial-Grade signature.
Innovative Optical Design
The IR Series optical design provides a foundation of measurement stability and reliability. High precision tolerances of machined parts and alignment of optical components ensure optimal performance.
Single-Point, Dual-Purpose Detector
The long established Quadra beam Principle combines the measurement light path and the direct (prime) light path onto a single detector eliminating variations due to aging and operating temperature more effectively than expansive matched dual detector products. The large surface area detector (10mm sq.) minimizes error due to product height variation.
Collimated Energy Source
Effective use of power dramatically increases optical efficiency enabling the instrument to run significantly cooler. The reduced operating temperature inherently reduces stress on electronics and power supplies, increases the life of the instrument and further reduces costs associated with added temperature conditioning.
Optimized Electronic Signal Conditioning
Oversampling, 16-bit resolution and multiple-level digital filtering minimize signal noise. Proprietary design and state of the art electronic technology further enhances instrument performance.

Process Interface
Continuous monitoring of your product’s moisture composition provides real-time and non-contact measurements that can be integrated into your process control system, PLC, controller, or configured to standalone with Sensortech ’s Management Software or an HMI interface.
Integrating moisture measurement and control into your process is a simple task with the IR Series moisture analyzers. A wide range of communication protocols are available for a networked multi-sensor configuration or as a stand-alone instrument.
Integrating moisture measurement and control into your process is a simple task with the IR Series moisture analyzers. A wide range of communication protocols are available for a networked multi-sensor configuration or as a stand-alone instrument.
Communication Protocols
The NIR-6000 includes standard features such as Ethernet TCP/IP, RS-232, RS-422/485 and three self-powered isolated 4-20mA analog outputs designed to integrate into your distributed system. Implementing continuous moisture measurement into your process is a simple task with Sensortech.

Local Moisture Display
HMI interfaces or Remote Digital Displays are mounted at the point of measurement and provides a stand-alone intelligent interactive interface to the IR Series analyzer or a visual indication of your processes moisture control status.
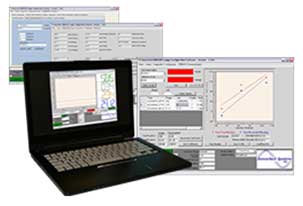
Management Software
The NIR-6000 Series analyzers include a proprietary PC based software package that offers a detailed view of your production process from a desktop or laptop computer. Measurement display, data-logging, calibration utilities and network configurations are among the many features included with your NIR-6000 Series Management Software.
AT-LINE SENSOR
As shown below, many clients find that an NIR-6000 Series Analyzer mounted on a base and stand provides a greater level of flexibility as a cost effective alternative to the NIR-6500 Laboratory Analyzer. All IR Series Analyzers include a Management Software package having a Laboratory Interface for product analysis.

APPLICATIONS
Biomass – Online Moisture Control For Biomass
The biomass industry has grown in recent years and, with it, the need for moisture measurement and control sensors. Dry biomass is ideally suited to burn at higher temperatures and delivers greater thermal efficiency.
Board Products–Online Moisture Control Of Board Products
Sensortech specializes in moisture measurement and control in a wide variety of board products. One of the challenges that board manufactures face is maintaining consistency in their finished product.
Building Materials – Online Moisture Control For Building Materials
Producers of building materials span a large variety of industries and product types. Most notable of the applications in the building materials industry are board products that require a penetrating moisture measurement. Board products such as gypsum board, engineered wood, dimensional lumber, flakeboard, hardboard and mineral board are ideally suited to Sensortech’s proprietary Radio Frequency Dielectric Measurement.
Chemicals – Online Moisture Control For Chemicals
Spotting these variations in real-time provide the manufacturer the ability to spotlight errors in their process and make adjustments to minimize and/or eliminate damage before it is too late. Sensortech is the leading brand in real-time moisture measurement and control with our 17 distinct classifications of IR and RF technologies.
Food Processing – Online moisture Control For Food Processing
A few of the tangible benefits include an effective process control system, reduced energy costs, reduced product waste and improved quality control. The intangible benefits, arguably, have an even greater impact. Consumers respect quality and drive demand for quality products. Real-time moisture measurement and control in the food processing manufacturing process produces a quality product and, consequently, drives the demand for your product.
Minerals–Online Moisture Control For Minerals
Sensortech’s High Sensitivity near infrared analyzers have been developed specifically for mining, mineral and chemical applications. The high sensitivity hardware in the NIR-6700 produces a strong measurement signal from granular or crushed materials normally unreceptive in the near infrared band.
Paper / Converting – Online Moisture Control Paper And Converting Industry
Paper production and packaging converting processes require effective film and coating thickness measurements for consistent product properties and end-use performance. Moisture content in paper changes dramatically throughout the manufacturing process, requiring tight control of energy-intensive drying steps. Additionally, since basis weight and moisture content are critical quality variables, effective control of such constituents can significantly improve paper quality, increase production rate, and reduce waste and energy consumption. While Sensortech instruments are known primarily for moisture measurement, our IR series instruments can be customized and accurately configured to measure a number constituents other than moisture.
Sports Nutrition – Online Moisture Control Measurement For Nutritional Powder Manufacturing
High efficiency, IP65 LED streetlight, with high power LED streetlight,aluminium pressure die cast housing, toughened glass in the front and peanut lens for batwing light distribution.
Textiles – Online Moisture Control For Textiles
Identifying a target moisture range and taking steps to achieve that target range will optimize the process control of the manufacture of textiles. The aide of a real-time moisture measurement will allow the textile producer the ability to adjust their process to achieve the target range and effectively control their manufacturing process. Sensortech specializes in the manufacture of non-contact moisture measurement instruments that provide real-time data.
Tobacco – Online Moisture Control For Tobacco
The quality of tobacco is of great concern for tobacco producers. The tobacco market is saturated with competition and quality speaks volumes when consumers have a considerable number of options to choose from.
NIR SERIES MODEL:
- NIR 6000 Industrial Grade
- NIR 6100 Food Grade
- NIR 6200 Narrow Beam
- NIR 6300 Harsh Environment
- NIR 6400 Explosion Proof
- NIR 6500 Laboratory
- NIR 6700 High Sensitivity
- NIR 6800 Tobacco Grade
- NIR 6900 Special/OEM